Email:

| CV | Google Scholar | LinkedIn | |
Brief Bio:
Over the past several years, I have been actively engaged in advancing knowledge in the field of manufacturing engineering, underpinned by a strong academic and research background. I earned my Ph.D. in Mechanical Engineering in March 2025 from the Indian Institute of Technology Madras, India, under the guidance of Dr. Hariharan Krishnaswamy and Prof. Pijush Ghosh. I hold a B.Tech degree in Manufacturing Engineering (2015) from CIPET: IPT - Bhubaneswar, and an M.Tech in Production Engineering (2017) from Veer Surendra Sai University of Technology, Burla, Sambalpur , where I conducted my postgraduate research under the supervision of Dr. Kamal Pal. My doctoral research focused on 3D/4D printing of stimuli-responsive polymers, with the goal of advancing sustainable and intelligent manufacturing technologies. My research interests include additive manufacturing, smart polymers, polymer composites, and the machining of composite materials. In addition to research, I have experience in teaching and am deeply committed to mentoring and supporting the next generation of scientists and engineers, particularly in STEM fields. |
|
{kind=link}
 |
Abstract |
Paper |
Supplementary |
Videos |
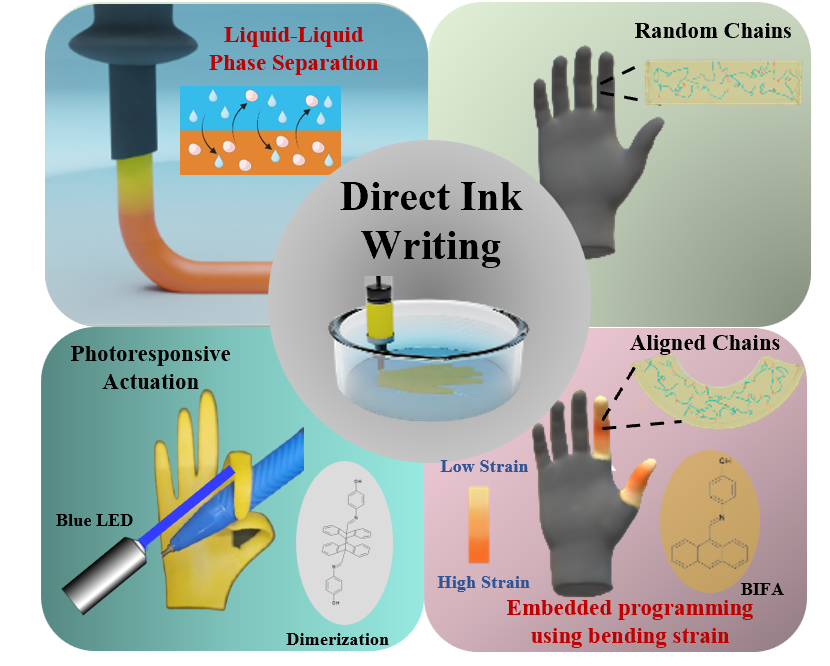
Embedded programming plays a crucial role in 2D to 3D shape transformation by providing on-demand, precise, and localized control for applications ranging from soft robotics to biomedical devices. In this work, as a first of its kind, bending strain (or stress) distribution is applied on the TPU-BIFA composite to embed topology information in 2D, which transforms into a 3D structure with corresponding topology when exposed to light. The internal bending strain distribution characteristics of the composite structure govern the post-stimulant-triggered actuation or shape morphing. The internal strain distribution can be effectively varied through the magnitude and position of external loads, and the boundary conditions. The pre-bending approaches of embedding topology are more useful for soft and planar structures with complex architecture. We also report an embedded composite ink 3D printing strategy to fabricate such complex structures by applying the principle of liquid-liquid phase separation. In addition to enabling programmability within the system, light as a stimulus offers great control over the actuators by tuning light intensity and point of light irradiation. Upon irradiation with blue light (455 nm), the fabricated actuator performs well with omnidirectional light-triggered bending actuation (19 °/s). As proof of concept, phototunable curvature was demonstrated in complex architectures like grids and human hand models by manipulating the prebending strain distribution. This work presented a comprehensive catalog of data generated by tuning various parameters to unveil a fresh horizon, which can be leveraged for programming complex geometries and opening avenues for smart polymers in biomimicry and biomedical applications. 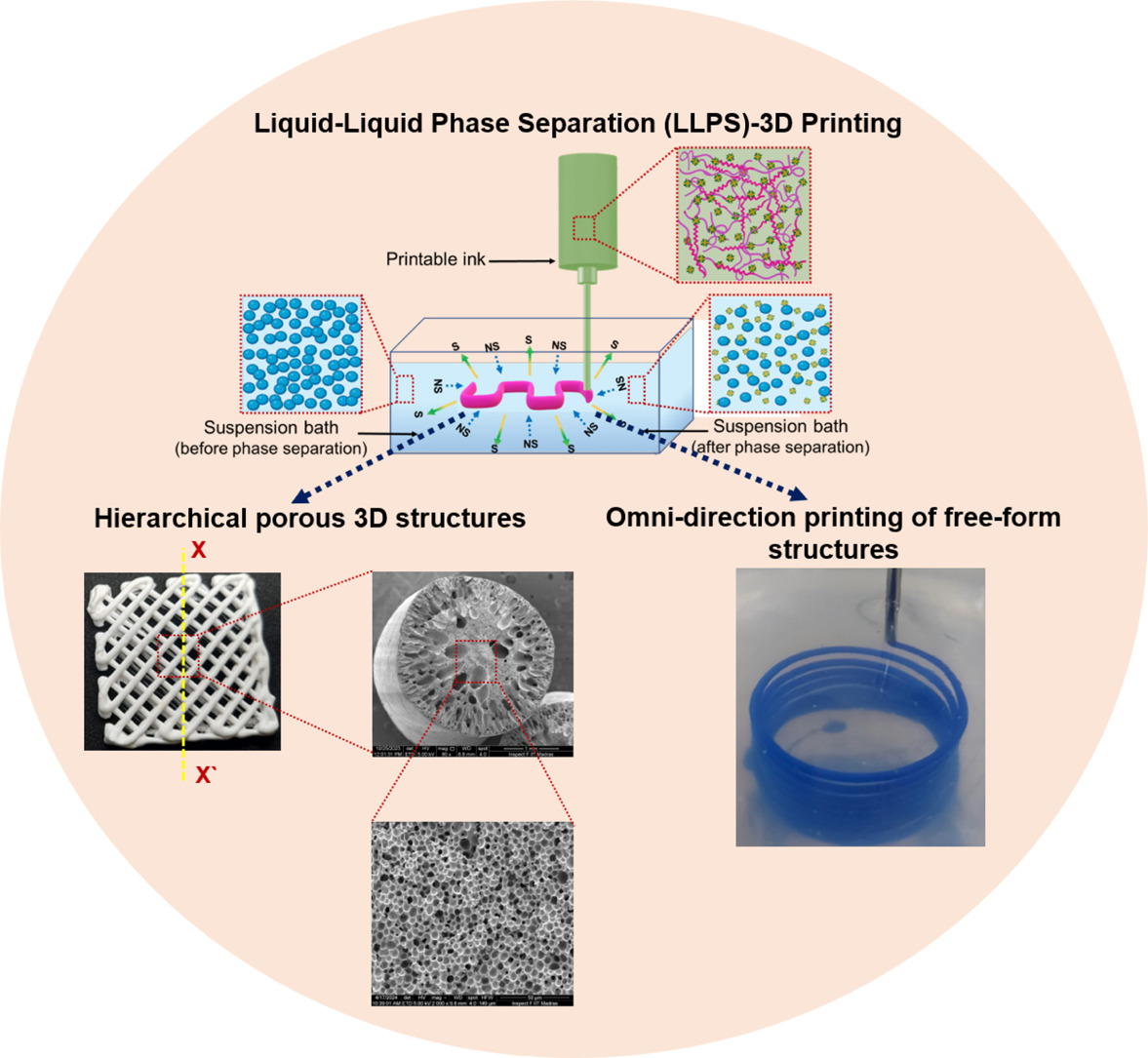
|
Abstract |
Paper |
Supplementary |
Videos |
Despite recent advancements in 3D printing, the fabrication of three-dimensional tubular structures with soft materials remains challenging due to the difficulty of maintaining shape fidelity in the printed structures. Here, we designed and printed porous tubular structures based on Liquid–Liquid Phase Separation (LLPS) in a tertiary system via Direct Ink Writing (DIW). The main highlight of this work lies in the approach that incurs the 3D printing of soft polymers in the solution phase in a liquid bath that is miscible with the solvent ink but immiscible with the polymer. This leads to spontaneous solidification, resulting in structures with hierarchical internal porosity using different polymer concentrations. A ternary phase diagram was established to determine the solvent-polymer-nonsolvent composition that can potentially undergo a phase separation during the process of printing. Further to the selection of composition, rheological analysis of the solution corresponding to the composition was performed to understand their suitability for printing. The ternary diagram also helped in choosing the appropriate composition for obtaining the necessary pore characteristics of the printed structures. The idea of omnidirectional printing inside a suspension gel medium also helped to fabricate free-form complex shapes without any additional physical support. This work, therefore, provides a simple route to fabricate 3D free-form structures of a soft polymer, which can serve as a useful technique for DIW-based fabrication of soft robotic components and flexible wearable devices, as well as in-vivo organ and scaffold printing. 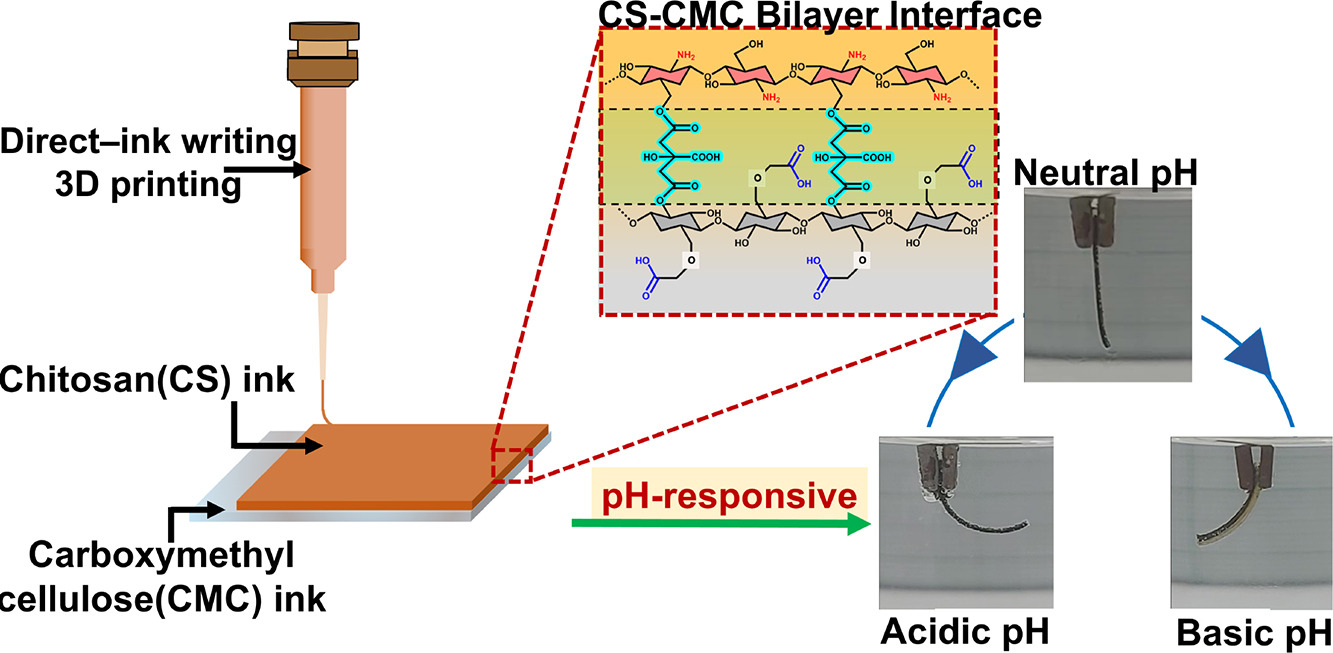
|
Abstract |
Paper |
Supplementary |
Videos |
4D printing of smart materials has seen remarkable advancements in the domain of biomedical devices, with a particular focus on developing responsive and adaptive programmable structures. In this work, we report the 4D printing of two solvent-responsive hydrogels forming a bilayer that undergoes bidirectional actuation depending on the pH of the solvent. A strong interlayer adhesion between the hydrogels is formed without subjecting either of their surfaces to any chemical modification. These hydrogels have an interfacial toughness of 71.8 J/m2 and undergoes no delamination during actuation inside a solvent. Conventionally, pH-responsive actuators are only limited to simple 2D films prepared by solvent casting. However, our work focuses on the design and fabrication of complex bilayer and patterned structures using Direct-Ink Writing (DIW) approach. These printed structures actuate upon immersion in a solvent medium, and the actuation is reversible in nature. The influence of programmable variables on the morphed structure was studied systematically by modifying the rheological properties (in the range of 102–105 Pa s) and printing parameters (optimized at a printing speed of 5 mm/sec, with the extrusion pressure of 5–6 bar and nozzle diameter of 0.5 mm) of the 3D printed bilayer structure. The physicochemical properties of the printable hydrogel ink were tuned such that the same structure can respond to both acidic and basic pH (with non-morphing point at pH 7), by altering the directionality of actuation. We have demonstrated the applications of these pH-responsive actuators in smart valves. 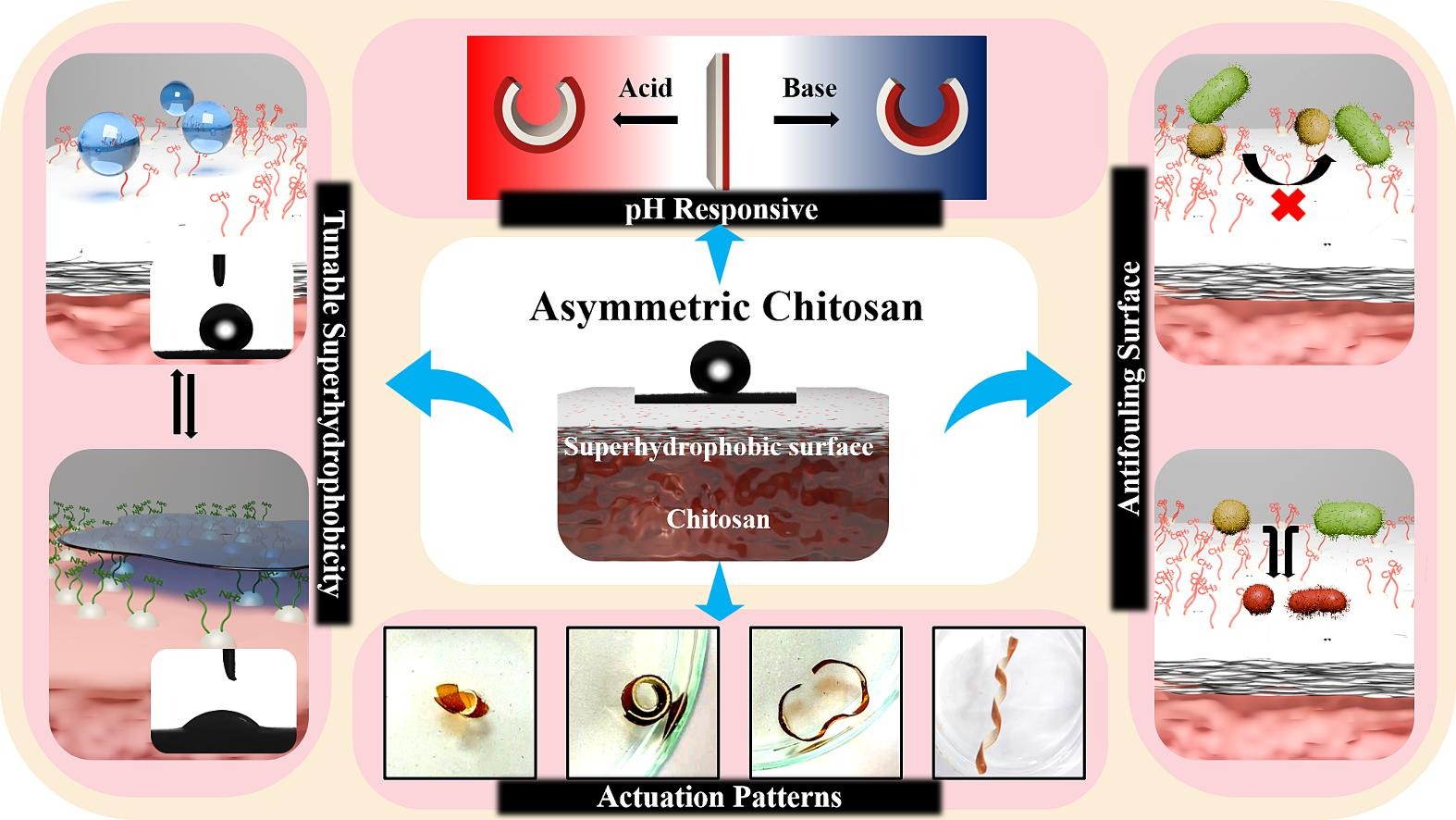
|
Abstract |
Paper |
Supplementary |
Videos |
Biomedical engineering strives for innovation to enhance the safety and effectiveness of medical tools, such as catheters and stents that need to be operated in confined spaces, with precise drug delivery control and should possess anti-fouling properties. Soft actuators with superhydrophobic surfaces can provide adaptable shape change together with non-fouling attributes required for medical devices. In this study, we have developed a Janus film with a hydrophilic solvent-responsive bottom and superhydrophobic top surface using a self-assembly strategy. The devised new strategy involves the dispersal of modified silica nanoparticles into a homogeneous solution, where they were segregated from the polymer matrix and self-assembled to form a superhydrophobic layer on the surface with a water contact angle of >150°. The resulting asymmetric actuator demonstrated bidirectional actuation in solvents with extreme pH values i.e., pH 1 and 13. It could be tailored for specific hydrophilicity by adjusting the ratio of dispersed superhydrophobic and hydrophilic silica nanoparticles in the polymer solution. These films exhibited exceptional chemical stability against strong acids, alkaline solutions, ethanol, and salt, as well as mechanical stability against abrasion from sandpaper. In vitro studies confirmed their superior anti-fouling and anti-bacterial properties. Furthermore, actuation of printed 3D structures with different patterns was demonstrated, showcasing the possibility of developing these superhydrophobic asymmetric surfaces via 3D printing and their potential as cardiovascular stents. 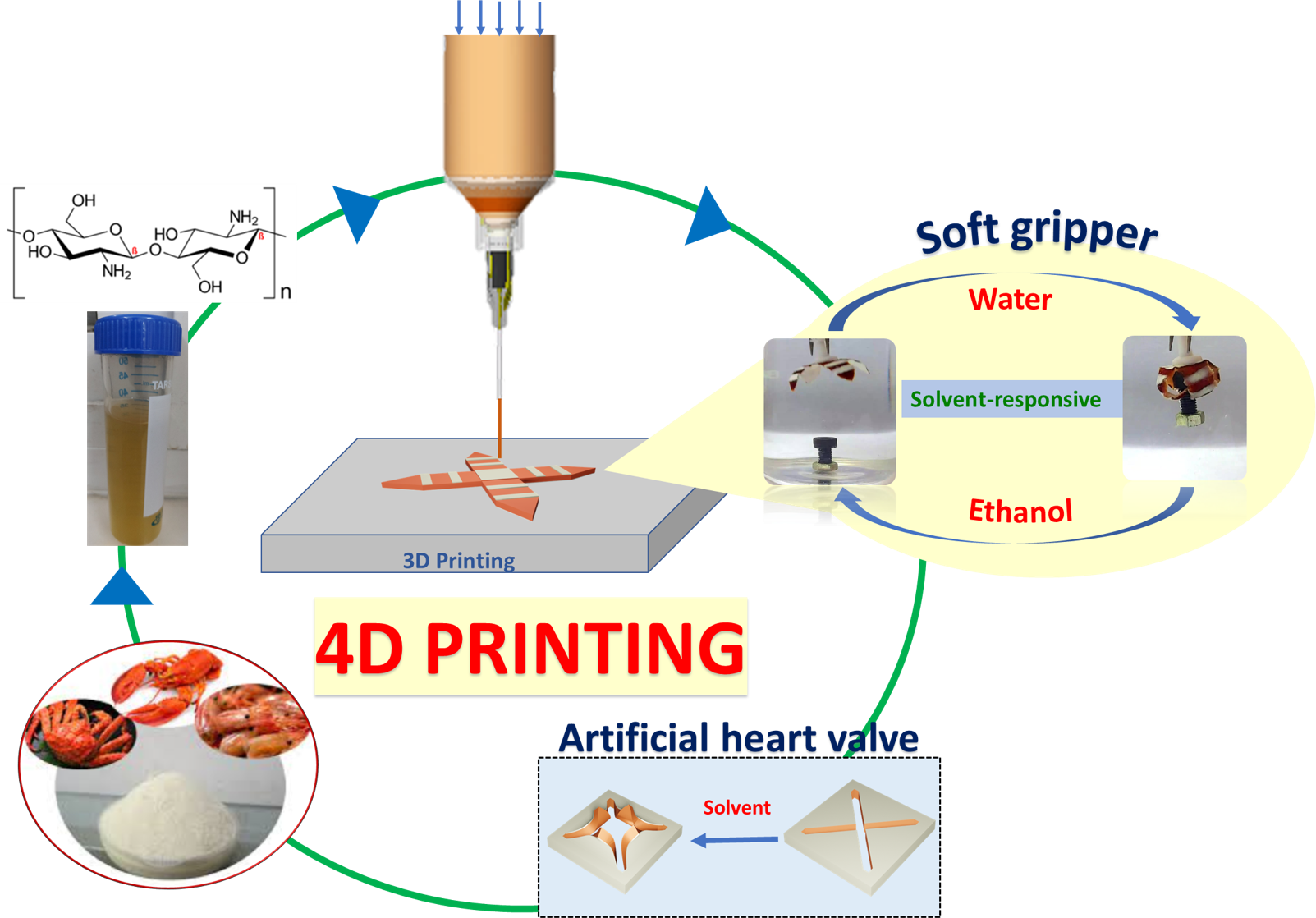
|
Abstract |
Paper |
Supplementary |
Videos |
4D printing of smart materials is a viable field of research for fabricating dynamic structures for various biomedical applications. 4D printing of hydrogel structures is challenging due to poor printability of hydrogels and poor shape fidelity of printed patterns when direct-ink writing-based 3D printers are used. In this study, chitosan (CS) hydrogel ink cross-linked with citric acid (CA) was made printable, exhibiting a shape-morphing behaviour when exposed to solvent as an external trigger. As one side of a printed structure is exposed to solvent, the solvent diffuses in and a concentration gradient is developed across the section. This concentration gradient results in displacement field, which finally leads to out-of-plane bending of the structure. This actuation is irreversible in nature since the concentration gradient is maintained between hydrophilic chitosan and hydrophobic silane layers. The reversibility of the morphed structures was achieved by dipping them in ethanol, which takes up solvent over time and thus diminishes the concentration gradient.The optimized CS/CA ink exhibited excellent rheological properties, with good extrudability and shape fidelity of printed structures. The chitosan ink was printed into various complex 3D architectures and was modified by hydrophobic coating of trimethyl silane (TMS). These hydrophobic patterns were coated on printed structures with varied interspacing, angles, and hinges to generate programmable designs. A printed soft gripper was demonstrated as an application that could lift an object seven times its weight. The shape morphing CS/CA hydrogel with excellent printability exhibits potential for 4D printing that has wide applications in soft robots, actuators, grippers, and sensors. 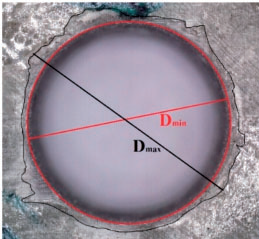
|
Abstract |
Paper |
Fiber-reinforced plastic is one of the top priorities lightweight materials with excellent mechanical properties for the aerospace industries in recent years. However, it is difficult to machine despite having unique properties due to its non-homogeneous and abrasive nature in alternate fiber and matrix layers. Thus, it is found to be a challenging task to drill hole on such hard-to-machine materials, which is highly essential for the development of most of the engineering structural components. The present work addresses various drilling-induced defects such as delamination, circularity error, and roughness variations in the hole surface during drilling of quasi-isotropic cross-fiber oriented bi-directional woven-type carbon fiber reinforced plastic laminate using a full factorial design of experiments for different drill geometry. The response surface methodology was considered for the regression model development, which was found to be highly significant. The machining forces with associated torque have also been acquired during drilling, which was divided and further analyzed in time domain to correlate with drilling flaws. The drilling-induced delamination was found to be higher at a high feed rate using a higher drill point angle due to substantial thrust force generation at the initial stages in the drilling cycle. However, the internal surface finish with associated circularity error was reduced for higher spindle speed with less feed rate using a low drill point angle because of low torque fluctuation at the final drilling phases. The axial thrust force was found to be a prime indicator of drilled hole surface delamination, whereas drilling torque precisely indicated internal surface roughness as well as circularity error. The global root mean square, along with a local peak of thrust and torque, both were highly essential to completely characterize the drilled hole quality. 
|
Abstract |
Paper |
Carbon fiber reinforced plastic (CFRP) composite materials are finding huge applications in many industries due to their excellent properties i.e., high strength to weight ratio and corrosion resistance. Drilling of CFRP composites is required for assembly of these composites structures in aerospace industry. The present work focuses on investigation of the feasibility of drilling CFRP composite using drill bit made of tungsten carbide (WC) of diameter 10 mm and varying point angle under dry cutting conditions. The CFRP composite was fabricated using woven carbon fiber by hand lay-up technique having quasi-isotropic configuration i.e. fiber orientation of [0/90/45/- 45]. This study involves online monitoring of thrust force and torque using dynamometer and providing a deep understanding of the relationship between hole quality and process parameters. The damage caused at the entrance of the drilled hole is characterized by delamination factor, circularity and surface roughness, which is evaluated by considering cutting speed (600, 800, 1000 and 1200 rpm), feed rate (0.05, 0.1, 0.2 and 0.25 mm/rev) and point angle (110°,118° and 125°) as affecting process parameters. In this work experiments are conducted to analyze the delamination using image processing technique, circularity using CMM and surface roughness using surface roughness tester. Experimental results showed that the thrust force and torque, hole roundness decreases with increase in cutting speed and increases with increase in feed rate. The delamination factor decreases with increase in both spindle speed and feed rate. It has been observed that the WC tool with point angle 110° showed the best result compared to all other tools for drilling CFRP composite. It can be concluded that at high cutting speed, low feed rate and small drill point angle is best for drilling of CFRP composites. 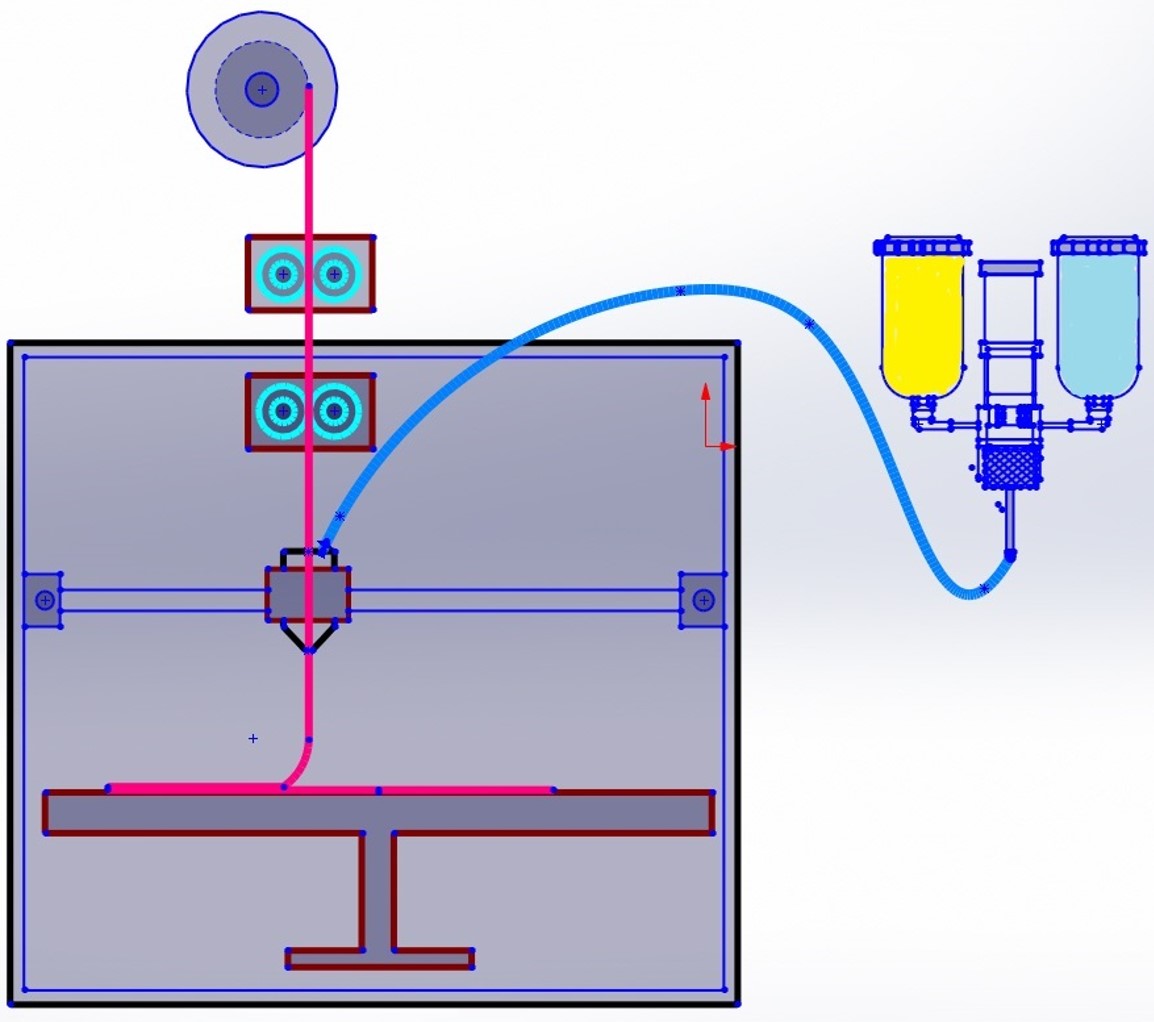
|
Abstract |
Certificate |
Weblink
The invention discloses a system for additive manufacturing of continuous fibre reinforced thermoset polymer composites by liquid deposition modeling and methods thereof. This system is exclusively designed to three dimensionally print parts made of composite materials in which the reinforcement is in the form of fibre (i.e. carbon, glass, kevlar) whereas matrix is composed of thermoset polymer (i.e. epoxy resin with desired hardener). The three dimensionally printed composite material part finds application in aerospace, automobile, defense and marine sectors. The parts can be employed in industries where outstanding mechanical properties (i.e. high strength15 to-weight ratio, stiffness-to-weight ratio) and corrosion resistance is highly recommended. The method can vary the percentage of reinforcement and matrix based on the required application. The system can lay up the fiber in different orientation based on the design, thereby imparting high mechanical properties to the part in desired direction. In addition to quality, the process is also rapid. The 20 complete curing rate in conventional manufacturing process such as hand lay-up technique was around 24 hrs at room temperature. Using this innovative technique of printing, the curing time is drastically reduced to nearly about just 30 min at room temperature. To ensure proper bonding between the matrix and fiber, the printed part is post cured at 200- ْ 220 C for 2-3 hours. |
|